山东海能环境技术有限公司循环水处理先进节能减排降碳技术典型案例
一、企业简介
山东海能环境技术有限公司坐落于美丽的泉城—济南,公司成立于2007年,注册资本1500万元,是一家集研发、设计、制造、安装、调试、运营为一体的专业从事工业水处理的高新技术企业。公司拥有优秀的管理团队,先进的生产设备,市级电化学工程实验室,严格贯彻ISO9001认证体系保证产品质量。公司取得了环保工程专业承包叁级资质、知识产权管理体系认证等各项资质证书,共申报了8项发明专利和40余项实用新型专利,公司垢菌清电化学系列产品入选山东省重点节能技术、产品和设备推广目录(第八批),同时获得中国工业循环水处理技术创新奖、2017年度山东省循环经济创新科技优秀成果奖、2018中国科技创新领军企业、2018中国科技创新发明优秀成果奖、鲁班奖等多项荣誉。

公司秉承着“聚海能 合共赢”的经营理念,力争成为国内同行业领军企业。海能积极与清华大学、山东大学、齐鲁工业大学、内蒙古科技大学等多个高等院校合作,不断进行技术创新和产品研发,已成功研发出了工业循环水处理代表产品—垢菌清,并广泛应用于食品、制药、化工、钢铁、水泥、焦化等多个领域,为广大客户提供了低成本、高效益、节能环保的优质服务。

二、技改项目实施内容
2.1、技改项目简介
本项目为山东鲁抗医药股份有限公司动力工段循环水系统技改项目,循环水量为15000m³/h,保有水量为5500m³,冷却塔降温温差2~5℃,系统补水为地表水,原采用化学药剂法进行处理,因系统控制浓缩倍数较低,补排水量较大,改为采用我司全自动垢菌清设备替代化学药剂进行处理。

2.2、技改项目实施内容
2.2.1、采用我司1台GJQ-A-300型全自动垢菌清设备替代化学药剂对循环水进行处理,提高循环水系统的浓缩倍数,在节省系统补水的同时减少系统的排污量,进而降低污水处理站的处理负荷及污水处理费用。

垢菌清设备是我司依据电化学水处理技术研发生产的循环冷却水处理设备,主要是利用水中阴阳离子的电化学特性解决循环冷却水系统结垢、腐蚀和微生物控制的问题。主要是向阴阳极板间通入直流电,通过电吸附原理在阴极区域强碱环境下形成大量垢体,在阳极区域强酸环境下产生强氧化性的杀菌物质,通过控制水体的朗格利尔指数(LSI)与稳定指数(RSI),来调节水中盐份的平衡,从而达到控制结垢、腐蚀与杀菌的目的。利用电化学技术可将循环水中 Ca2+和 Mg2+以固态化的形式提取出来,在维持系统离子平衡的前提下,实现循环水系统的高浓缩倍率运行。整个电化学过程都是利用水体本源物质,不产生污染,属于绿色环保的处理方法。
全自动垢菌清运行过程:
运行过程:冷却水从进水阀进入反应室内,经反应室反应后由出水口排出。
除垢过程:当工作时间达到设定值时,控制系统会启动自动刮垢、排污程序,进水阀关闭,电源停止工作,气缸带动刮刀挂掉反应室内壁的软垢,排污阀开启,垢体排入集渣池,几分钟后排污阀关闭,设备恢复正常运行过程。
(1)除垢原理
在电流的作用下水在阴极发生电解反应生成OH-,由阴极反应产生的OH-离子打破阴极附近溶液中碱度与硬度的平衡,溶液中的HCO3-离子转化为CO32-离子,同时水中的Ca2+、Mg2+等成垢离子在静电引力的作用下向阴极区迁移,分别生成CaCO3、Mg(OH)2沉淀析出。在电场的作用下,CaCO3在阴极板表面的结晶形式由坚硬的方解石结构转变为较为疏松的文石型结构,更易于剥离去除。
(2)杀菌原理
A、在阳极处发生氧化反应
氯离子转化成氯气,其氯气在冷却水中很快形成持续杀菌效果的次氯酸,次氯酸是一种极强的氧化杀生剂,可有效的杀死藻类和菌类,同时阳极又产生臭氧、氧自由基、羟基自由基和双氧水,这一系列产物产生了杀菌效应,结合局部高PH值(阴极)和低PH值(阳极)区域,微生物和藻类在经过交替的强酸性环境和强碱性环境的过程中也难以维持生存。
B、在氯离子转化成氯气的过程中,极微量氯气会溢出循环水外,因此,可以适当的降低循环水中的氯离子的含量。
(3)防腐蚀原理
(1)其实循环水系统的腐蚀70%以上是由微生物滋生产生的粘泥导致的,溶解氧等其它因素导致的腐蚀不超过30%,因此通过垢菌清的持续杀菌功能,可减少粘泥的产生,进而达到防止系统腐蚀的目的;
(2)适当降低了氯离子的含量,减轻了氯离子腐蚀的危害,同时,控制L.S.I指数,使循环水处于微结垢状态达到防腐作用;
(3)管道内壁和水界面发生如下化学反应:
Fe2++2OH-→Fe(OH)2
2Fe(OH)2+H2O+1/2O2→2Fe(OH)3
2Fe(OH)3→3H2O+Fe2O3
在电场作用下,反应会继续进行,生成一层致密的四氧化三铁,阻止腐蚀的进一步进行,起到防腐作用。
3Fe2O3•nH2O+2e→2Fe3O4+1/2O2+3nH2O
2.2.2、将现有手动加酸装置改为根据在线pH值控制的自动加酸装置,提高设备的自动化程度,降低人员操作的安全风险。

安装工艺流程图如下:
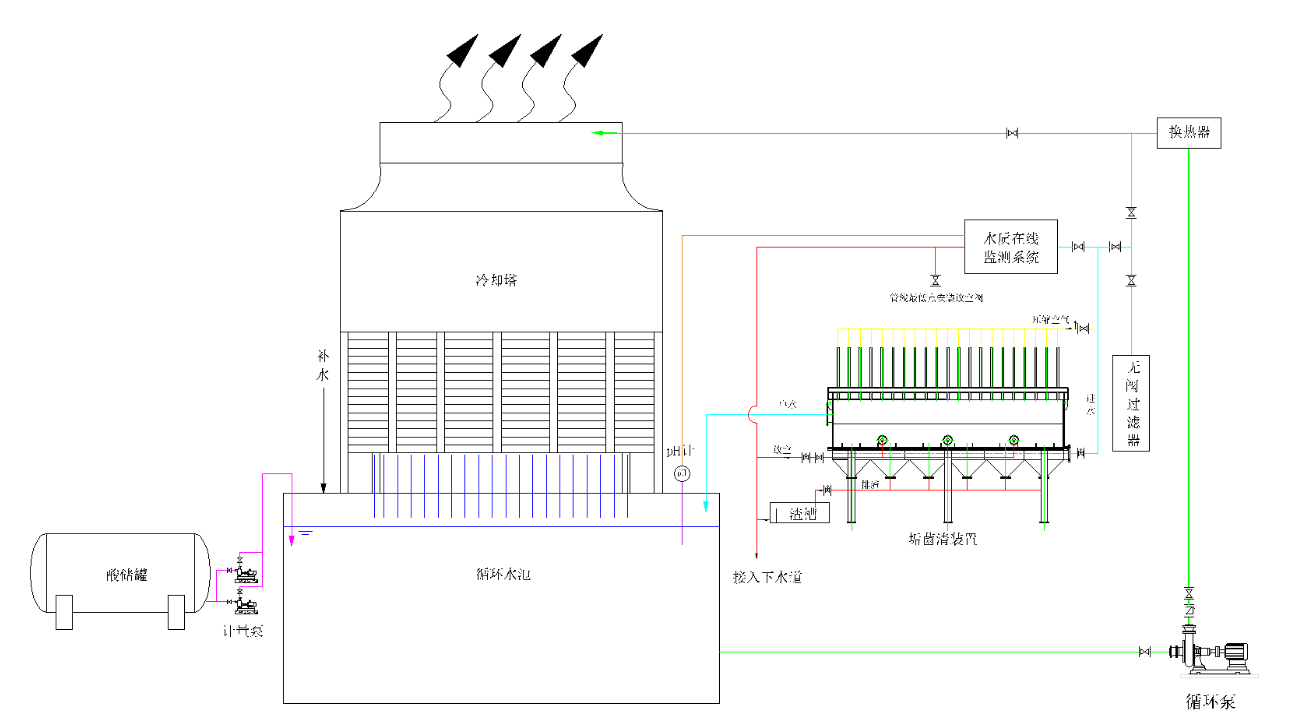
2.2.3、循环水系统增设水质在线监测系统,可实时动态监测循环水水质情况,便于系统更加稳定的运行,更有利于循环水系统的精细化管理,通过在线水质监测数据可准确判断系统是否需要排水,可有效避免传统实验室化验导致的滞后性。

三、项目投运后运行效果
(1)运行期间补水水质情况
设备自2021年7月开始运行,期间不定期取地表水进行化验,水质指标见表1。
表1 地表水水质指标
|
日期 |
pH |
电导率 |
TDS |
总硬度 |
钙硬度 |
氯离子 |
总碱度 |
浊度 |
钠离子 |
|
2021/7/29 |
7.85 |
1250 |
698 |
274 |
153 |
178 |
180 |
0 |
83.7 |
|
2021/9/3 |
7.21 |
1200 |
640 |
282 |
234 |
152 |
190 |
1.395 |
243 |
|
2021/9/10 |
7.5 |
1220 |
694 |
298 |
169 |
164 |
205 |
2.79 |
184 |
|
平均值 |
7.52 |
1223 |
677 |
285 |
185 |
165 |
192 |
1.395 |
170.2 |
(2)运行期间循环水水质情况
运行期间,不定期取循环水水质进行化验,水质指标见表2。
表2 循环水水质指标
|
日期 |
pH |
电导率 |
TDS |
总硬度 |
钙硬度 |
氯离子 |
总碱度 |
钠离子 (mg/l) |
浊度 (NTU) |
总铁 (mg/l) |
LSI |
RSI |
|
2021/7/27 |
8.27 |
2860 |
1500 |
685 |
310 |
389 |
245 |
277 |
1.40 |
|
1.7 |
4.7 |
|
2021/7/31 |
8.38 |
2810 |
1500 |
657 |
246 |
386 |
250 |
301 |
0 |
|
1.8 |
4.8 |
|
2021/8/11 |
8.35 |
2920 |
1510 |
657 |
314 |
399 |
240 |
373 |
0 |
0.30 |
1.8 |
4.7 |
|
2021/8/26 |
7.90 |
2760 |
1420 |
645 |
274 |
470 |
220 |
338 |
0 |
|
1.3 |
5.3 |
|
2021/9/10 |
8.30 |
2300 |
1380 |
564 |
262 |
378 |
270 |
715 |
4.19 |
0.74 |
1.7 |
4.9 |
|
2021/9/27 |
8.30 |
2000 |
1070 |
520 |
241 |
319 |
275 |
373 |
0.465 |
0.70 |
1.8 |
4.7 |
|
平均值 |
8.25 |
2608 |
1397 |
621 |
275 |
390 |
250 |
396 |
1.01 |
0.29 |
1.7 |
4.9 |
通过上表可知,设备运行期间,循环水总铁测定结果为0.3~0.8mg/L,远优于国家标准规定的限值(《工业循环冷却水处理设计规范》(GB50050-2017)中规定的限制为≤2mg/L)。
运行期间,测定循环水异养菌总数结果约为1000CFU/mL,远优于国家标准规定的限值(《工业循环冷却水处理设计规范》(GB50050-2017)中规定的限值为<100000 CFU/mL),具体见图3。
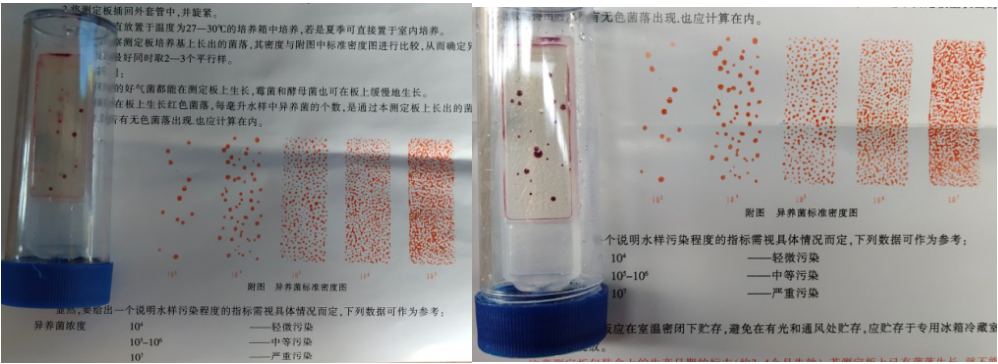
图3 异养菌测定结果
(3)垢菌清设备对水质各指标的去除率
因设备运行后对氯离子有一定去除作用,因此以钠离子计算浓缩倍数,通过补水与循环水水质指标计算可知,设备对电导率、TDS、总硬度、钙硬度、总碱度、氯离子的具有一定的去除率,具体去除率详见表3。
表3 去除率分析表
|
日期 |
浓缩倍数 |
浓缩倍数 |
电导率 |
TDS |
总硬度 |
钙硬度 |
总碱度 |
Cl-去除率 |
|
2021/7/27 |
3.31 |
2.19 |
30.86 |
35.06 |
24.46 |
38.78 |
58.87 |
33.96 |
|
2021/7/31 |
3.60 |
2.17 |
37.49 |
40.24 |
33.32 |
55.29 |
61.38 |
39.70 |
|
2021/8/11 |
4.46 |
2.24 |
47.58 |
51.46 |
46.19 |
53.95 |
70.08 |
49.70 |
|
2021/8/26 |
4.04 |
2.64 |
45.32 |
49.62 |
41.71 |
55.65 |
69.73 |
34.61 |
|
2021/9/10 |
3.89 |
2.30 |
51.48 |
48.83 |
51.29 |
60.10 |
66.11 |
40.69 |
|
2021/9/27 |
3.39 |
2.18 |
50.85 |
47.58 |
47.12 |
46.56 |
61.38 |
35.57 |
|
平均值 |
3.78 |
2.29 |
43.93 |
45.47 |
40.68 |
51.72 |
64.59 |
39.04 |
设备自2021年7月正式投入运行,同时完全停止缓蚀阻垢剂、杀菌灭藻剂及粘泥剥离剂等化学药剂的使用,运行至今,经过近一年时间(且经过一整个夏季)的运行、跟踪,系统运行稳定,朗格利尔指数稳定控制在0~2之间,循环水总铁测定结果为0.3~0.9mg/L,异养菌总数结果约为1000CFU/mL,总铁及异养菌总数均远优于《工业循环冷却水处理设计规范》(GB50050-2017)规定限值,且水质指标远优于厂区其它循环水系统,垢菌清设备对电导率、TDS、总硬度、钙硬度、总碱度、氯离子的平均去除率分别高达44.36%、45.18%、41.12%、53.47%、64.17%、39.08%,相较于化学药剂法,具有显著的环境及社会效益。
四、项目竣工后产生效益对比分析
项目竣工后产生的经济效益分析如下:
(1)项目运行费用:A/年
电费:
电费成本价暂定为 0.565元/kwh,单台设备总装机功率43.2kw/h(平均耗电量为24kw/h左右),故垢菌清运行电费成本为:
0.565元×24kw/h×24h×365d=11.8786万元/年。
加酸费用:
具体加酸量(按98%硫酸考虑)如下表:
|
季节 |
加酸量(kg/h) |
年合计加酸量(t/a) |
|
夏季 |
~6.85 |
48.29 |
|
春秋季 |
~5.43 |
|
|
冬季 |
~4.32 |
加酸费用约为48.29t/a*520元/t=2.511万元/a。
人工费:设备全自动运行,仅需定期巡检,由其他岗位兼职即可,费用忽略不计。
故A=14.3896万元/年。
(2)项目的节约费用:B/年
a、节省药剂费用:按88万元/年考虑。
b、节约水费:
年节水量:可将浓缩倍数由2~4.5倍提高至5~5.3倍,每年可节省补水约为73085m³/a,水费为2.53元/m³计算,则每年可节省补水费用为73085m³/a×2.53元/m³=18.4905万元/a。
c、节约软化水处理费用:
系统补水除少量冷凝水及浓水外,其余补水均为地下水经软化后的软化水(暂按补水量70%考虑),因此年软化水补水量约为1274m³/d×92d+1148m³/d×183d+980m³/d×90d =415492t/a,根据推算,产生该水量的软化水,需消耗一次水约为498575 t/a。
因此节约软化水处理费用=(498575-415492)t/a×2.53元/t(水费)+589t/a×400元/t(工业盐费用)=44.58万元/a。
d、减少污水处理费:
可将浓缩倍数由2~4.5倍提高至5~5.3倍左右,平均每年可减少排污约73085m³/a,污水处理费为1.58元/m³计算,则每年可节省补水费用为73085m³/a×1.58元/m³=11.5474万元/a。
e、环境效益及社会效益显著:
本项目采用我司垢菌清设备后循环水排污水中无磷,无有机物,无二次污染,且总溶解性固体含量较不使用垢菌清设备的同等浓缩倍数下的循环水系统要大大降低,会带来巨大的环境及社会的效益,如果通过RO膜设备回收利用,做废水零排放,可减少RO设备处理负荷,延长RO膜的使用寿命,减少MVR系统的处理能力要求,效益更加显著。
f、提高换热效率
根据设计经验,换热器结垢时板片结垢厚度增加1mm,传热系数降低约10%。根据垢菌清用户的使用效果,约提高换热效率2%~10%,给使用厂家带来生产效率的提高,经济效益显著,具体效益需自行评估。
g、减少换热器清洗次数并延长设备使用寿命
h、设备维护费
因循环水浊度控制较低,2年内不需要清洗换热器,设备能达到设计寿命。节约清洗费用由甲方自行核算。
合计:B=a+b+c+d+e+f+g+h=162.6179+e+f+g+h万元/年
(3)经济效益评估
选用垢菌清设备后,每年为用户带来直接经济效益:
B-A=162.6179+e+f+g+h-14.3896=148.2283+e+f+g+h万元/年,投资回收期<1年。
- 上一篇:废钢加工资源再生
- 下一篇:技术推介 大宗固废智能一体化解决方案